
LIGHT RESIN TRANSFER MOULDING (LRTM)
|
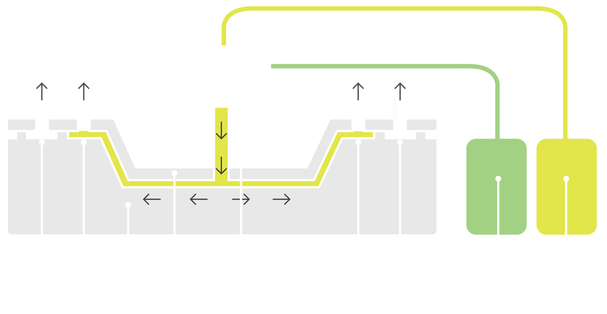
1. Vacuum clamping
2. Vacuum cavity 3. Rigid “A” mould 4. Lightweight semi flexible “B’ mould 5. Mixing head - Injector 6. Vacuum cavity 7. Vacuum clamping 8. Catalyst 9. Resin |
